|
"Хвойные бореальной зоны" 2008г.,№1-2, с. 177-178
Альтернативные схемы станков для калибрования композиционных плит малых производств
Ермолович А.Г., Ромашенко В.В., Шастовский П.С.
ГОУ ВПО «Сибирский государственный технологический университет»
660049 Красноярск, пр. Мира, 82
В этой статье описывается новое направление в поверхностной обработке композиционных плит на основе древесины. Представлено передовое направление станков для обработки поверхностей древесных композиционных плит. Станки разбиты на три вида. Эти виды представлены в виде схем для проектирования оборудования. По одной из схем производится сборка экспериментальной установки.
Ключевые слова: калибрование, плита, калибровочный агрегат, выглаживание
In this article the new direction in superficial processing of composite plates on the basis of wood is described. The advanced direction of machine tools for processing of surfaces of wood composite plates is presented. Machine tools are broken into three kinds. These kinds are presented in the form of schemes for equipment designing. On one of schemes assemblage of experimental installation is made.
Key words: calibers at size, a plate, calibers at size the unit, smoothing
Введение
Необходимость калибрования плит по толщине в технологических процессах получения изделий на основе фанеры, древесностружечной и древесноволокнистой плиты, столярных плит обусловлена следующими причинами: переменной влажностью составляющих материала, перепадами давления при прессовании, качеством связующего материала, наличием смолистых веществ.
Требования качества ДСтП регламентированы ГОСТом 10632–90. Для плит номинальной толщиной 15мм отклонение составляет ±0,2мм, отклонение по длине ±5мм, отклонение по ширине ±3мм, разность длин диагоналей по пласти не более ±0.2%, шероховатость не более Ra 200мкм. Также ГОСТ 10632–90 не допускает выделение в окружающую среду вредных химических веществ в количествах, превышающих допустимые нормы (ГОСТ 10632–90).
Для калибрования, выравнивания и выглаживания поверхности плиты с доведением её до заданной шероховатости используются пять видов шлифовальных станков: узко – и широколенточные, цилиндровые, дисковые и лепестковые, а также станки с ножевыми валами, включающие перетачиваемые пластины, алмазные резцы и другие режущие органы. Особенностью приведённых видов станков является то, что введение шлифовального узла с применением шлифовальной ленты является обязательным условием. Известно, что шлифовальное оборудование – это дорогостоящее оборудование с высоким потреблением электроэнергии и большими стоимостными затратами на расходные материалы. Основную часть затрат на расходные материалы занимает шлифовальная лента (Амалицкий, Амалицкий, 2005).
Материалы исследований
Мы предлагаем станок с комбинированным механическим воздействием на поверхность плиты на основе древесины, с преобладанием резания винтовыми ножами, после которого идёт выглаживание поверхности термосиловым воздействием до требуемой шероховатости. Это даёт возможность исключить шлифовальную ленту из процесса обработки, обеспечивая должное качество обработки плит.
Вопрос ширины обработки изделия является не принципиальным, поскольку поперечное перемещение инструмента относительно подачи плиты обеспечивает обработку изделия по всей площади.
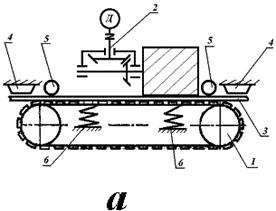
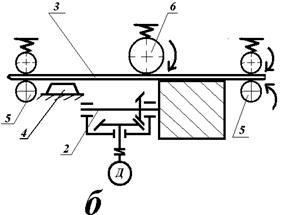
Станки по расположению обрабатывающего рабочего органа делятся на станки с верхним, нижним и двусторонним расположением (рис. 1а,б,в).
На станках (рис. 1а,б) производится односторонняя обработка верней или нижней пластей. Станок (рис. 1а) состоит из ленточного конвейера 1 и одного калибровочного агрегата 2, расположенного сверху, деталь 3 базируется обрабатываемой пластью по опорным балкам 4 и роликам 5. Для компенсирования разнотолщинности предусмотрен подпружиненный стол конвейера 6.
Станок (рис. 1б) имеет нижнее расположение калибровочного агрегата 2. Базирование на этом станке производится нижней обрабатываемой пластью по опорным балкам 4 и роликам 5. Подаётся деталь 3 вальцами 1 и контрольными роликами 6 (Ермолович, Ромашенко, 2006).
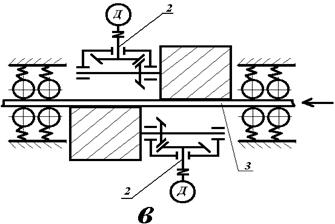
Двухсторонняя одновременная обработка плиты представлена на схеме (рис. 1в). На ней два калибровочных агрегата 2 расположены напротив друг друга в одной вертикальной плоскости.
Самоцентрирование калибруемых деталей происходит за счёт уравновешивания сил прижима, возникающих при калибровании и являющихся вертикальными составляющими сил резания. Снятие одинакового припуска с каждой пласти плиты достигаются подвижными (плавающими) креплениями подвижных столов. При увеличении снимаемого припуска с одной пласти плиты силы резания возрастают и действуют на противоположный стол. Он опускается и силы уравновешиваются. На верхнем столе смонтирован контрольный ведомый подпружиненный ролик, воздействующий на конечный выключатель подачи при проходе плиты с припуском больше допустимого.
Калибровочный агрегат осуществляет снятие припуска плиты и выглаживание поверхности за счёт сострагивания многоподвижной винтовой фрезой с последующим термосиловым воздействием на обработанную поверхность.
Рисунок 1 – Принципиальная схема станков для калибрования плит по толщине
Выводы
1 – все известные методы калибрования ДСтП выдерживают требования ГОСТа 10632–90 за счёт применения шлифовальной ленты от зарубежных производителей. Стоимость ленты, как расходного материала, закладывается заводом-производителем в себестоимость, что повышает цену 1м2 готовой продукции.
2 – шлифовальная лента при работе подвержена таким повреждениям: износ абразивного материала, разрыв ленты и самое опасное – засаливание ленты, приводящее к возгоранию древесной пыли в пневмотранспортёрах.
3 – предложенные способ и схема станка позволяют использование затупившегося режущего инструмента после его заточки до 60 раз, используется режущий инструмент отечественных производителей, что приведет к снижению себестоимости 1м2 готовой продукции, а отсутствие засаливания инструмента делает данный вид обработки более безопасным.
Библиографический список
- Амалицкий, В.В. Оборудование отрасли [Текст]: учебник / В.В. Амалицкий, В.В. Амалицкий. – М.: ГОУ ВПО МГУЛ, 2005. – 584с.
- ГОСТ 10632–90. Физико-механические показатели и шероховатость поверхности древесностружечных плит [Текст]. – Взамен ГОСТ 10632–78; введ. 01.01.91. . – М.: Изд-во стандартов, 1990. – 6с.
- Ермолович, А.Г. Калибровка листовых строительных материалов / А.Г. Ермолович, В.В. Ромашенко // Вестник университетского комплекса: сб. науч. тр; под. общ. ред. профессора Н.В. Василенко.- Красноярск: ВСФ РГУИТП, НИИ СУВПТ. – 2006. – Вып. 8(22).- С.–143–149.
|