|
"Хвойные бореальной зоны" 2003г.,№1, с.
ОПРЕДЕЛЕНИЕ КАЧЕСТВА ФАНЕРЫ МЕТОДОМ СВОБОДНЫХ КОЛЕБАНИЙ
Саликова Е.В., Изотов В.А.,Чулков В.П.
Костромской государственный технологический университет
При производстве фанеры возможно появление в ней внутренних дефектов, наличие которых в готовой продукции является недопустимым.
На отечественных предприятиях, на фоне применения современных средств автоматизации на большинстве участков производства фанеры, контроль качества готовой продукции осуществляется вручную на заключительной стадии производства.
В связи с этим была поставлена задача создать систему автоматизированного контроля качества фанеры, основанную на методе возбуждения свободных колебаний. Для исследования были использованы стандартные листы фанеры 1525x1525мм толщиной 6, 12 и 15 мм, прошедшие контроль ОТК ручным способом.
Управление работой установки для определения качества фанеры осуществляется программой с помощью управляющей вычислительной машины (УВМ). Программа реализует следующий алгоритм работы. После команды «Пуск» электромагнитная защелка освобождает ударный механизм (шарик), который падает с фиксированной высоты и вызывает колебания листа фанеры. Создающиеся при этом звуковые колебания фанеры фиксируются пьезодатчиком. Усиленный звуковой сигнал подается на УВМ через аналого-цифровой преобразователь (АЦП) и записывается в виде графика затухающих колебаний в память машины.
Для анализа графиков применялась технология искусственных нейронных сетей. В данном случае искусственная нейронная сеть выступает в качестве распознающего устройства, которое в зависимости от характера затухающих колебаний, возникающих в листе фанеры, определяет его, как: без дефекта или имеющий дефект. Обученная нейронная сеть правильно идентифицировала все представленные случаи графиков как для фанеры без дефекта, так и для фанеры, имеющей дефект.
Это свидетельствует о том, что на основе данной технологии можно практически реализовать автоматизированную установку для определения качества фанеры на ранних стадиях производства.
Under the plywood manufacture the occurrence of internal defects is possible which presence in finished products is inadmissible. At the domestic enterprises with the application of modern means of automation on the majority of plywood manufacture sites, the quality control of finished products is carried out manually at a final stage of manufacture.
In this connection there was the task to create an automated control system of plywood quality based on a method of free oscillations excitation. The standard plywood sheets measuring 1525x 1525 mm with the thickness of 6, 12 and 15 mm which had been verified manually at the Inspection Department were used for a research.
The operation control of the installation for the plywood quality definition is carried out on the program by means of the controlling computer/ the program realizes the following algorithm of operation. After the command «Start-up» the electromagnetic latch releases the shock mechanism (ball), which drops with fixed heights and calls oscillations of a plywood sheet. The acoustical oscillations of plywood, created by it, are registered by a piezodetector. The strengthened sound signal is transmitted through an analog-to-digital converter to a controlling computer and is recorded as the graph of damping oscillations in the machine memory.
The artificial neuron webs technique was applied for the graphs analysis. In this case the artificial neuron web represents itself as the recognizing device, which depending on the character of damping oscillations originated in the plywood sheet, defines it as plywood without spoilage or plywood having spoilage. Abjiead neuron web correctly identified all introduced cases of the graphs both for plywood without spoilage and plywood having spoilage.
It testifies that on the basis of the given technique it is possible practically to use the automized installation for plywood quality definition at early stages of manufacture.
При производстве фанеры возможно На отечественных предприятиях, на фоне появление в ней внутренних дефектов (пузырей и применения современных средств автоматизации вздутий), наличие которых в готовой продукции на большинстве участков производства фанеры, является недопустимым. Причины образования контроль качества готовой продукции внутренних дефектов обусловлены, в основном, осуществляется вручную на заключительной нарушениями технологического процесса стадии производства. Ручной метод выявления производства фанеры и нестабильностью внутренних дефектов заключается в качества исходного сырья. простукивании листов и определении наличия
брака «на слух». Такой метод достаточно эффективен, но имеет ряд принципиальных недостатков, а именно: он не позволяет локализовать вид и размер дефекта; оценка качества фанеры субъективна, зависит от квалификации работника; работа контролера физически тяжелая и монотонная.
Наиболее распространенным методом автоматизированного неразрушающего контроля материалов и изделий является ультразвуковой. Этот метод успешно используется для контроля фанеры на зарубежных предприятиях и ряде отечественных [2]. Метод достаточно точен, технологичен, позволяет автоматизировать процесс определения качества фанеры. Результаты измерений можно использовать как для селективной сортировки фанеры, так и для автоматизированной корректировки технологических процессов изготовления фанеры. Однако ультразвуковой метод также имеет существенные недостатки, а именно: для контроля данным методом требуются достаточно стабильные внешние условия (температура, качество поверхности фанеры, отсутствие конвекционных воздушных потоков и т.д.), что
В связи с этим была поставлена задача создать автоматизированную систему определения качества фанеры, основанную на использовании метода возбуждения свободных колебаний [1]. Сущность метода свободных колебаний заключается в следующем. Если твердое тело возбудить резким ударом, то в нем возникнут свободные затухающие колебания. При наличии дефекта параметры колебательной системы меняются, что ведет к изменению амплитуды, частоты собственных колебаний и логарифмического декремента их затухания.
Техническая реализация метода свободных колебаний проще. Система контроля может быть более мобильной, что делает возможным ее установку и после заключительного этапа производства и непосредственно после прессования. В последнем случае брак определяется на ранней стадии производства, что позволит исключить бракованные листы из дальнейшей обработки и получить, таким образом, дополнительный экономический эффект.
Схема экспериментальной установки для автоматизированного определения качества фанеры методом свободных колебаний представлена на рисунке 1.
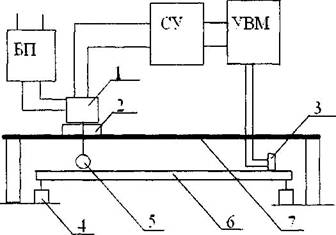
Рисунок 1 - Схема экспериментальной установки для определения качества фанеры методом свободных колебаний: БП - блок питания; СУ - система управления; УВМ - управляющая вычислительная машина; 1 - электромагнитная защелка; 2 - держатель; 3 - пьезодатчик; 4 - опора; 5 - ударный механизм (шарик); 6 - исследуемый лист фанеры; 7 - направляющие (двухкоординатный механизм).
Управление работой установки осуществляется программой с помощью управляющей вычислительной машины (УВМ). Программа реализует следующий алгоритм работы. После команды «Пуск» электромагнитная защелка освобождает ударный механизм (шарик), который падает с фиксированной высоты и вызывает колебания листа фанеры. Создающиеся при этом звуковые колебания фанеры фиксируются пьезодатчиком. Усиленный звуковой сигнал подается на УВМ через аналого-цифровой преобразователь (АЦП) и записывается в виде графика затухающих колебаний в память машины.
Для исследования были использованы стандартные листы фанеры 1525х 1525мм толщиной 6, 12 и 15мм, прошедшие контроль ОТК ручным способом. Для локализации дефектов испытуемые листы были разбиты на шестнадцать квадратов. Таким образом, каждый лист подвергался шестнадцати ударным воздействиям.
Проведенные исследования показали, что образом, датчик фиксировано устанавливался на местоположение пьезодатчика на листе фанеры краю листа фанеры (рисунке 2) не влияет на результаты измерения. Таким
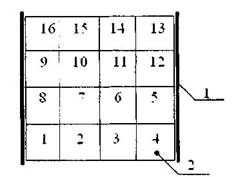
Рисунок 2 - Расположение пьезодатчика на исследуемом листе фанеры: 1 - опора, 2 - пьезодатчик.
Типичные графики свободных колебаний листа фанеры представлены на рисунках 3 и 4.
Для анализа графиков применялась технология искусственных нейронных сетей. В данном случае искусственная нейронная сеть выступает в качестве распознающего устройства, которое в зависимости от характера затухающих колебаний, возникающих в листе фанеры, определяет его, как: без дефекта или имеющий дефект. Применение искусственных нейронных сетей обусловлено тем, что колебания, возникающие в фанере, являющейся анизотропным материалом, имеют очень сложную форму, и это значительно усложняло использование других методов обработки результатов измерений.
Как видно из рисунка 3 колебания, характерные для фанеры без брака отличаются большим размахом и меньшим декрементом затухания. Эти параметры и были взяты в качестве ключевых признаков для различения типов колебаний. Прежде всего, для каждого анализируемого колебания определялся максимальный размах одного периода.
Декремент колебания оценивался следующим образом: полное время колебания разбивалось на равные диапазоны; в каждом диапазоне подсчитывалось количество периодов, размах которых превышал заданный уровень (например, превышал 20% от максимального размаха).
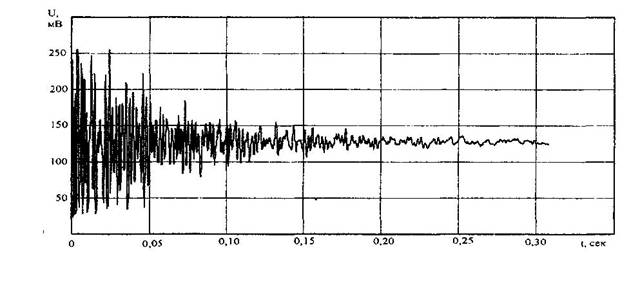
Рисунок 3 - График свободных колебаний листа фанеры без дефекта.
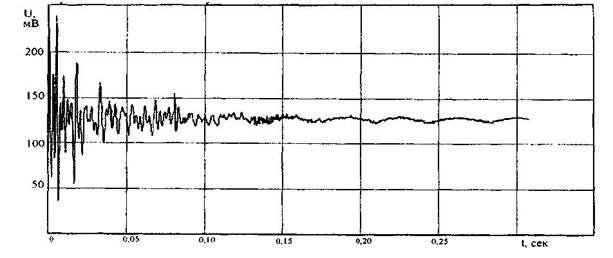
Рисунок 4 - График свободных колебаний листа фанеры, имеющего дефект.
В результате такой предварительной была подготовлена обучающая выборка, обработки массива анализируемых графиков частично представленная в таблице!.
Таблица 1 - Результаты обработки графиков свободных колебаний листов фанеры искусственной нейронной сетью
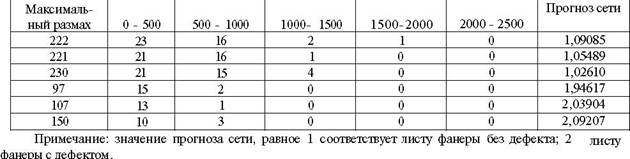
На подготовленной выборке была обучена искусственная нейронная сеть,
представляющая собой многослойный персептрон, обучающийся по принципу обратного распространения ошибки. После обучения искусственная нейронная сеть оказалась способна правильно распознавать все представленные графики колебаний с заданной погрешностью 10%. Тестирование обученной искусственной сети на новых графиках, не вошедших в обучающую выборку, подтвердило факт правильного распознавания образцов фанеры без дефекта или имеющих дефект.
Результаты обработки графиков свободных колебаний позволяют сделать вывод о том, что искусственная нейронная сеть достоверно распознает листы фанеры с браком. Это свидетельствует о том, что на основе данной технологии можно практически реализовать автоматизированную установку для определения качества фанеры на ранних стадиях производства
Библиографический список
1.Глаговский Б.А., Московенко И.Б. Низкочастотные акустические методы контроля в машиностроении, -Л., Машиностроение, 1977
2.Голубов И.А. Методы неразрушающего контроля древесных плит. - М.: «Лесн. промсть». 1982.
3.Саликова Е.В., Староверов Б.А., Чулков В.П. Автоматизированная разбраковка фанеры методом звуковой диагностики./ Вестник Костромского государственного технологического университета №7, 2003.
|


